






TCT Asia 2026 -kohokohtien katsaus
TCT Asia -näyttely päättyi menestyksekkäästi Shanghain kansallisessa näyttely- ja kongressikeskuksessa 17.–19. maaliskuuta 2026.
Luotettavana alustana lisäainevalmistukselle ja teolliselle 3D-tulostukselle TCT Asia on kasvanut Aasian ja Tyynenmeren alueen suurimmaksi ja vaikutusvaltaisimmaksi tapahtumaksi. Näyttely esittelee huipputeknologiaa, monimateriaali-innovaatioita ja käytännönläheisiä teollisia ratkaisuja, jotka muokkaavat valmistuksen tulevaisuutta.
TCT Asia 2026 -tapahtuman Industry Signal vahvisti yhden asian:
Additiivinen valmistus on siirtymässä skaalausvaiheeseen, erityisesti 3D-tulostettujen jalkineiden alalla, joka on siirtymässä prototyyppien valmistuksesta varhaiseen kaupallistamisvaiheeseen.
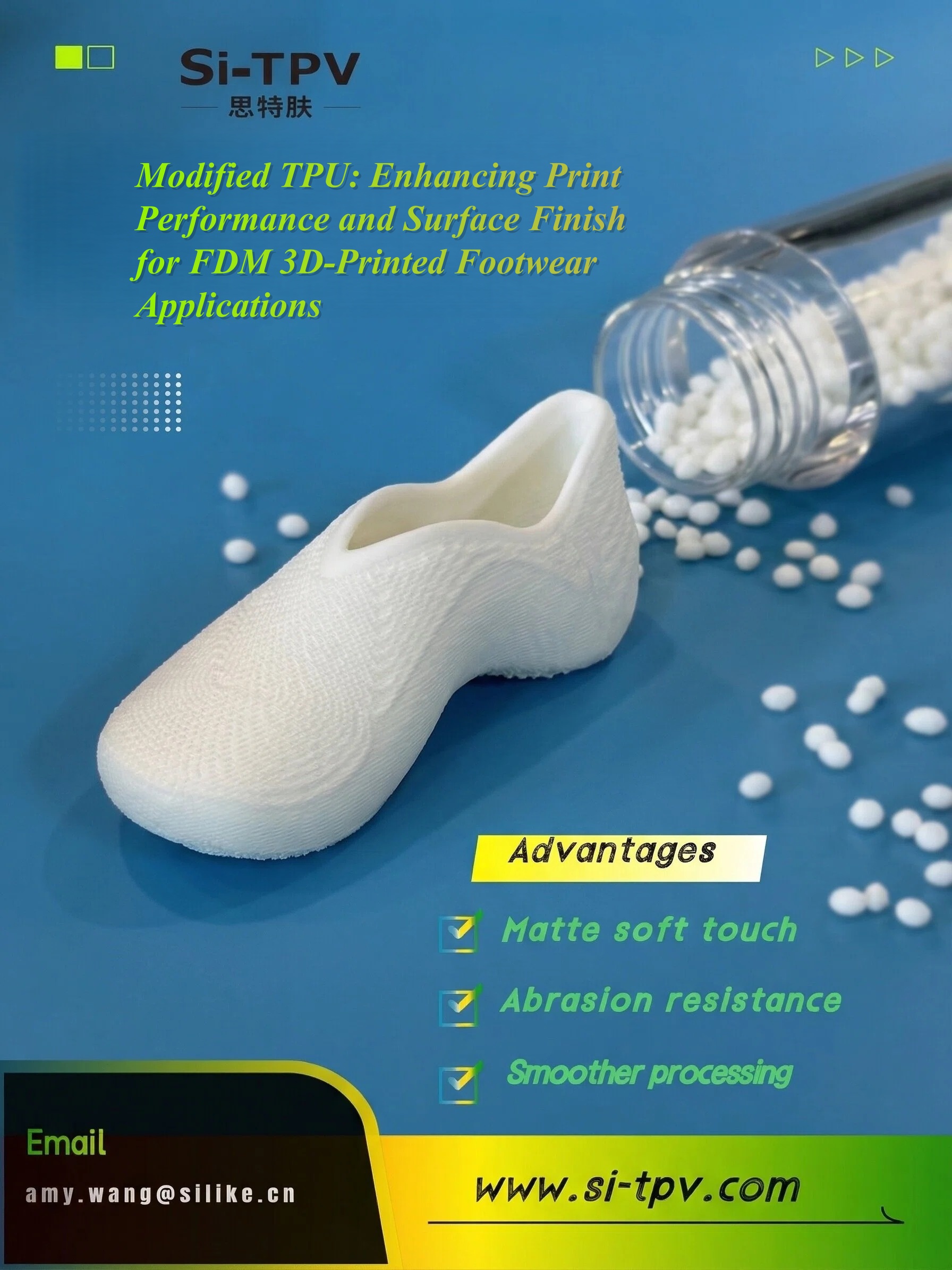
TCT Asia 2026 -messujen alan signaali: 3D-tulostetut jalkineet siirtyvät innovaatiosta massatuotantoon
Johtavien tuotemerkkien markkinoiden kohokohdat:
Wanhua Chemical × Li-Ning – Wudao Future: TPU + superkriittinen CO₂-vaahdotus → Kevyt, korkea kimmoisuus → Vahva kysyntä → tilapäiset varastopulat
PEAK – 3D NextFit: Täysin 3D-tulostetut TPU-kengät → Useita kovuusalueita (85A / 90A)
Keskeinen pointti: Kilpailu on muuttunut: Voiko TPU:lle tulostaa? Voiko TPU-tulostusta skaalata luotettavasti?
(Huomaa: Vaikka Si-TPV:tä ei esitelty TCT Asia 2026 -messuilla, tapahtuma vahvistaa alan trendejä, jotka korostavat tarvettavartenadditivejalkineiden valmistus,TPU-filamentti FDM-, joustavana, mattana taipehmeä materiaaliinnovaatiot, kuten Si-TPV skaalautuvassa 3D-tulostuksessa.)
Miksi TPU-filamentti epäonnistuu oikeassa tuotannossa – ei messuilla?
Monet 3D-tulostuksen innovaatiot näyttävät vaikuttavilta lyhytaikaisissa demonstraatioissa, muttapitkäaikainen tuotanto paljastaa kriittiset materiaalirajoitukset:
Yleisiä TPU-filamenttihaasteita teollisuudessa:
- Jousituksen pitkissä tuotantoajoissa→ Pintavirheet, lisääntynyt jälkikäsittely
- Suuttimen / muotin kertymä→ Jäämien kertyminen, tiheät seisokkiajat
- Epävakaa pursotus→ Halkaisijan epätasaisuus, saantohävikki
- Kiiltävän pinnan rajoitus→ Ei vastaa premium-jalkineiden estetiikkaa
- Rajoitettu pehmeys (High Shore A)→ Pehmeän kosketuksen mukavuutta ei voida saavuttaa


Todellinen päivityspolku: Laitteiden virityksestä materiaalitekniikkaan
Tässä vaiheessa pelkkä koneiden optimointi ei riitä. Alan johtajat siirtyvät kohti materiaalitason innovaatioita ratkaistakseen korkeataajuisten TPU-filamenttien ongelmia.
Materiaali-innovaatio: Si-TPV:n rooli TPU-filamenttien optimoinnissa
Vaikka uusia materiaaliteknologioita, kutenSi-TPV (dynaaminen vulkanisoitu termoplastinen silikonipohjainen elastomeeri)korjaavat suoraan nykyisten TPU-järjestelmien asettamat rajoitukset.
Si-TPV on TPU-muokkaustekniikka, joka on suunniteltu seuraaviin tarkoituksiin:
Vakaa sulavirta
Vähentynyt kitka
Pinnan laadunvalvonta
Pehmeä kosketuspinta
Kuinka Si-TPV-modifioijat ratkaisevat TPU-filamenttien pullonkauloja:
✔ Paranna pursotuksen vakautta → Tasainen sulavirta, pienemmät paineenvaihtelut
✔ Vähennä merkkijonoja → Puhtaammat tulostusreitit, suurempi tuotto
✔ Mahdollistaa mattapintaiset TPU-pinnat → Ei tarvita toista pinnoitetta, ensiluokkainen ulkonäkö
✔ Saavuttaa matalan Shore A -pehmeyden → Silikonimainen tuntuma, parantaa jalkineiden mukavuutta
Mitä tämä tarkoittaa TPU-valmistajille? Jos kehitätte TPU-materiaaleja…3D-tulostetut kengät,Joustava FDM-filamenttitai mattapintaisiin tai pehmeisiin sovelluksiin.
Mahdollisuus on selvä:Siirtyminen prosessien optimoinnista materiaali-innovaatioon
Usein kysytyt kysymykset: TPU-filamentin stabiilius ja 3D-tulostetut jalkineet
1. Kuinka vähentää TPU-filamentin säikeiden muodostumista 3D-tulostusta varten?
Nauhojen muodostumista voidaan vähentää parantamalla materiaalin virtauskäyttäytymistä ja sisäistä voitelua, ei pelkästään tulostusparametreja säätämällä. Edistykselliset materiaaliratkaisut, kutenSi-TPV-modifioitu TPU, auttavat saavuttamaan puhtaamman pursotuksen ja vakaammat tulostusreitit.
2. Mikä aiheuttaa epävakaan pursotuksen TPU-filamentissa?
Epävakaan ekstruusion tyypillisesti aiheuttavat: epätasainen sulan viskositeetti, suuri kitka muotin/suuttimen seinämässä ja huono materiaalin virtauksen hallinta. Tämä johtaa halkaisijan vaihteluun, pintavirheisiin ja saantohäviöön pitkien tuotantoajojen aikana.
3. Miten 3D-tulostettuihin TPU-jalkineisiin saadaan mattapinta?
Perinteinen TPU tuottaa luonnostaan kiiltävän pinnan. Mattapintaisen TPU-pinnan saavuttamiseksi valmistajattarvemateriaalitasonmuokkaus, kuten Si-TPV, joka mahdollistaa luonnostaan mattaefektit ilman toissijaista pinnoitetta.
4. Mikä on 3D-tulostettujen jalkineiden tuotannon skaalaamisen keskeinen haaste?
Suurin haaste on materiaalin yhdenmukaisen käyttäytymisen ylläpitäminen jatkuvan tuotannon aikana, ei pelkästään painettavuuden. Ekstruusion stabiilius, pinnanlaatu ja pehmeys ovat ratkaisevan tärkeitä skaalauksen kannalta.
5.Mikä on Si-TPVjaMiten se parantaa TPU-filamentin suorituskykyä??
Si-TPV:tä (silikonipohjaista termoplastista vulkanisaattielastomeeria) voidaan käyttää suoraan pehmeän kosketuksen 3D-tulostusmateriaalina, ja sitä voidaan käyttää mattapintaisena TPU-monofilamenttimuokkaajana. Tämä TPU-muokkaustekniikka parantaa: sulavirtauksen vakautta, pinnanlaatua (mattapinta), pehmeän kosketuksen suorituskykyä, säikeiden ja kertymien vähenemistä. Se mahdollistaa TPU-materiaalien täyttävän teollisen mittakaavan 3D-tulostusvaatimukset..
6. Sopiiko Si-TPV FDM 3D-tulostukseen?
Kyllä. Si-TPV-elastomeerilla muunnettu TPU soveltuu erityisen hyvin FDM 3D -tulostukseen, erityisesti sovelluksissa, jotka vaativat: joustavia materiaaleja, pehmeitä pintoja, korkeaa pinnanlaatua ja skaalautuvaa tuotannon vakautta.
Haluatko vähentää jänteiden muodostumista ja kertymistä? Parantaa pursotuksen vakautta?Ratkaisun etsiminenTPU-pursotuksen epävakaus?
Tässä on tapa päivittää TPU-formulaatio-optimointimateriaalistrategiaasi ja vähentää pintavirheitä.
Yhteystiedot: amy.wang@silike.cn taivieraillawww.si-tpv.comoppia Si-TPV:stäKuinka se voi olla tehokas TPU-muokkaaja?auttaa TPU-materiaalien toimittajia saavuttamaan mattapintaisia ja pehmeitä pintakäsittelyjäTPU 3D-tulostuksessa?
Aiheeseen liittyviä uutisia
-

Uudet haptiset teknologiat ovat välttämättömiä...
-

Mitkä ovat olemassa olevat ja kehittyvät al...
-

EVA-vaahdosta valmistettuja innovaatioita: Tekniikka...
-

Kestävän ja ympäristöystävällisen materiaalin toimittajat...
-

Kuinka tehdä vaatteista ja asusteista...
-

Ratkaisujen suihku: Cha-keskustelun uudelleenarviointi...
-

Ympäristöystävällinen: Si-TPV:n pehmeä liuos...
-

Sähköajoneuvojen tehostaminen: Innovat...
-
TPE:stä Si-TPV:hen: Houkutteleva...
-

Tulevaisuuden mukavuus: Innovatiivisen...
-

Kahvaratkaisut: Tutustu eri...
-

Kuinka vähentää kovuutta ja parantaa...
-

3C Elektronisten kulutustavaroiden valmistus...
-

Uinnin haasteet ja ratkaisut ...
-

Nostava EVA-vaahtomateriaali: Johdanto...
-

EVA-vaahtomarkkinoiden innovointi: Trendi...
-

Ihoystävällinen ja joustava materiaali...
-

Älyrannekkeen materiaalivalinnan uudistus...
-

Si-TPV pehmeä elastinen materiaali: Idea...
-

Si-TPV-lämmönsiirtokalvot: Edelläkävijä...
-

Ratkaisuja yleiseen ylivaluprosessin...
-

Sano hyvästit sähköauton latauslaitteiden vioille: E...
-

Oletko kyllästynyt raskaisiin hierontalaitteisiin, jotka rasittavat sinua...
-

Laminoitujen kankaiden tulevaisuus: Innovatii...
-

Ratkaise EVA-vaahtohaasteita
-

T:n 20-vuotisjuhlan kunniaksi...
-

EVA-vaahdon suorituskyvyn parantaminen S...
-

Tapoja parantaa Scratch- ja Mar Res -sovelluksia...
-

Uusi materiaalisuunta sähkökäyttöisille...
-

Si-TPV-lämmönsiirtokalvo: kokeile...
-

Si-TPV tekee pehmeästä ja ihoystävällisestä mukavuudesta...
-

Si-TPV pehmeä EVA-vaahtomuokkain: Parantaa...
-

Si-TPV-termoplastiset elastomeerit auttavat...
-
3.jpg)
Si-TPV-termoplastiset elastomeerit: Ritu...
-

Si-TPV-termoplastinen silikoni-elastomeeri...
-

Pehmeiden materiaalien ratkaisut kannettaviin...
-

Pehmeä kosketus, suorituskykyinen materiaali...
-

Sähköautojen latauksen haasteiden ratkaiseminen: ...
-

Kestävä muotilaukkuratkaisu...
-

Mitkä ovat uusimmat innovaatiot ajoneuvojen...
-

Silikonivegaaninen nahka, tee kodista pehmeä...
-

Ihanteellinen lemmikkipanta: Oikean kaulapantan valitseminen...
-

Kestävän muodin nousu: Si-T...
-

Edistykselliset 3D-tulostusmateriaalit kuitu...
-

Miten TPU-filamentin stabiilius rajoittaa ska...

